- 企业
- 供应
- 求购
- 资讯
- 服务电话:13332429808/微信同号 | 关于我们 | 会员中心 | 设为收藏


广西鱼峰水泥股份有限公司一条生产线由于篦冷机耐火材料烧损过快,热端壳体便会因为失去了耐火材料的保护而烧红甚至烧穿,严重影响了窑正常运转,并给现场带来了安全隐患。
篦冷机现 状
该篦冷机耐火材料主要包括定形耐火材料和不定形耐火材料两大类,见表1。
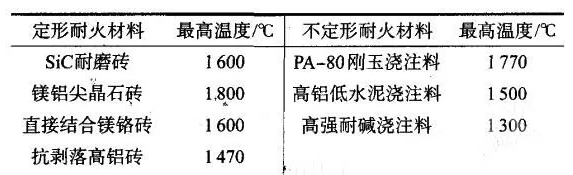
表1 篦冷机耐火材料性能
定形耐火材料多以耐火砖为主,使用直接砌筑的方法。不定形耐火材料则是将一定配比的骨料和粘结剂均匀混合后,用相应的溶液混合成浆体,灌注入预先好的模型内,整个过程类似混凝土的使用。窑篦冷机耐火材料一直都是以不定形耐火材料PA一80刚玉浇注料为主,更换则是视烧损情况进行挖补。为了了解篦冷机耐火材料的使用情况,我们对篦冷机耐火材料使用作出统计,见表2。表2中“东西南北墙”是指在回转窑出口处,出窑熟料直接落在篦冷机内的一个密闭空间内的四堵墙。此处是熟料进行冷却的起始位置,由于温度很高,篦冷机四面墙内均覆盖有耐火材料,可以起到保温作用,更重要的是对篦冷机壳体进行保护。

表2篦冷机耐火材料更换统计
从表2看出,篦冷机西面、南面墙耐火材料使用时间均没有达到预定的要求,严重影响窑系统的运转周期,为此公司提出要求,将篦冷机耐火材料使用时间延长至8个月。
原因分析
对于能否达到延长篦冷机耐火材料使用周期的目标要求,进行了现状调查。表3为2008年~2012年间对应墙面耐火材料的更换次数统计。
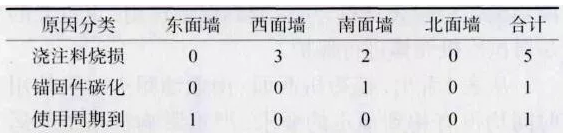
表3 篦冷机耐火材料更换原因统计
从表3看出,浇注料烧损过快为篦冷机耐火材料使用时间过短的主要症结,结合现状调查的结论与现场分析发现,同一工作环境下篦冷机东面、北面墙耐火材料可以达到使用要求,而西面、南面墙体耐火材料使用时间较短,最终分析得出浇注料烧损过快原因可能是以下这些:
1)浇注料施工操作不当:结剂添加不足或过多;
2)篦冷机工况恶劣:篦冷机系统温度过高导致浇料高温烧损或者篦冷机系统压浇注料磨损过快;
3)锚固件碳化速度快:锚固件未涂刷保护层或者材质不符合要求;
4)浇注料施工方法不合理:施工模板面积过大;
5)锚固件密度过稀。
对现场的命面勘察、测量以及中控参数、数据的统计和分析,最终确定影响浇注料使周期主要是篦冷机系统“冒正压”及浇注料施工模板面积过大造成。
通过分析发现,南面墙在熟料料层的上方与篦冷机顶盖相连,从篦冷机内气流走向来看,当篦冷机冒正压时,南面墙因在熟料料层的正上方,受冲刷是最直接的。而西面墙最靠近落料点,受冲刷时气流的温度会高于其他墙面。在正常工作状态下,受气流冲刷最直接的南面墙和温度最高的西面墙锚固件碳化速度也会略快一些,但这不是浇注料烧损速度快的主要原因。由于西、南面墙面积比较平整,浇注料施工时为了缩短施工时间,往往会将墙面整体制模,一次浇注,这样容易使得模饭底层和边角的浇注料无法接触到振动棒,导致浇注料成形后出现孔隙率高、离析现象严重等问题,大大地影响浇注料的使用寿命。同时由于模板过大.,为保证浇注料的流动性,往往会加大结合剂的掺入量,掺入量过大会导致物料容易出现脱离析现象,也会出现因凝结时间长、养护时间不足而导致的强度下降,甚至不凝的情况,因此,以上原因使西面、南面墙浇注料烧损过快,最终增加了篦冷机耐火材料的更换次数。
解决措施1篦冷机系统“冒正压”问题
针对篦冷机系统“冒正压”问题,分别采取增大窑头排风机抽风量和调整篦冷机系统用风的措施。
一方面.实际操作中发现,由于篦冷机增加了一台冷却风机,系统冷却风量变大,为了弥补这部分风量,将窑头排风机的风量全开,使设备处于100%满负荷状态.从图1(a)可以看出,即使将窑头排风机风量全开。也只是使得篦冷机负压较之前有部分好转。
另一方面,为了保证篦冷机系统处于负压状态,在不影响熟料冷却的前提下,通过控制二段冷却风机风门将篦冷机冷端风机的风量减小,从而增大篦冷机系统负压。经过一系列的调整后,篦冷机系统已基本处于负压状态,如图1(b),已达到目标要求。
2浇注料施工模板面积过大的问题
对于浇注料施工模板面积过大的问题,通过混合使用耐火砖与浇注料来解决。经过表4所示对比分析不同的耐火砖,采用优选法找出合适的耐火砖。
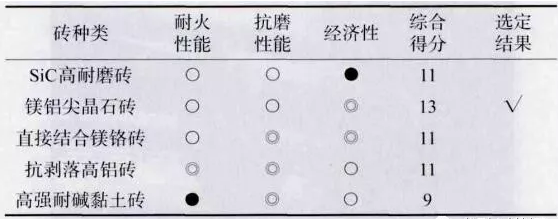
表4 耐火砖性能分析
从表4中分析得到,镁铝尖晶石砖是最适合的耐火砖类型。
浇注料将砖墙分割成小块,先将需要更换耐火材料部位的浇注料破坏清理,其中的锚固件也一起割掉,如图2。在需要砌筑耐火砖的位置焊一块宽为210mm的耐热钢板作为托砖板,并在托砖板下方焊三角铁板作筋板加固,预留砖墙的四周则焊上锚固件,待砖墙砌筑好后,即可灌注浇注料。这样既可以分割砖墙。又可以加固砖墙,同时利用浇注料的膨胀性能为砖墙提供膨胀空间。焊接好托砖板后便砌筑耐火砖,由于铁板上有锚固件留下的焊疤,为了方便砌筑.我们在铁板和耐火砖之间放置50mm厚的硅酸钙板。
评论区



