- 企业
- 供应
- 求购
- 资讯
- 服务电话:13332429808/微信同号 | 关于我们 | 会员中心 | 设为收藏


危险废物焚烧回转窑是一个圆筒形的筒体,一般内部附有耐火材料,其轴心的安装线与水平线略成角度,复杂多变的危险废物在回转窑内不断翻滚进行高温焚烧以达到减量化、无害化的要求。但由于危险废物种类繁多,化学成分复杂多变,不仅需要科学地选取适用的耐火材料,更需要对耐火材料的砌筑施工方法严格要求。规范、科学的砌筑方法不仅能够降低机械应力、热应力等物理作用力对耐火砖的损害,还可以延长耐火砖的使用寿命,提质增效。2014年以前,“处置中心”在耐火砖砌筑过程中由于膨胀缝预留不足、锁砖过小等原因,造成耐火砖局部断裂或断脚,使用寿命在4-8个月,意外停产及使用周期缩短,大大增加了生产运营成本。2014年以后经过改进,耐火砖未出现断裂现象,整体完整度较好,腐蚀减薄现象也明显降低,使得耐火砖使用寿命提升至12-15个月,大大提高了企业运行效率和利润。
砌筑工艺与方法优化
1、合格耐火砖的验收
耐火砖是由磨具压制而成毛坯后,在经高温烧结而成。故每批次耐火砖的生产受压制磨具与烧结温度等影响,可能造成实际生产尺寸产生偏差,严格把关耐火砖质量偏差,可有效降低回转窑整体砌筑质量偏差。
(1)测量验收工具:游标卡尺(分度值0.02mm),标准钢尺(300mm),塞尺。
(2)合格验收:眼观外包装无明显破损,表面光滑无凸起,无明显熔洞;每次抽样的比例按照正常供货数量的2%抽取,要求长宽尺寸偏差不得大于2mm,大小头偏差不得大于1mm,缺棱三边和小于60mm,缺角三边和小于50mm;裂纹长度不得长于40mm,宽度不得宽于0.25mm;明显缺棱、缺角等不规范耐火砖严禁投入使用,图1。

图1 不合格耐火砖样品
2、砌筑工艺的选择
耐火砖的砌筑工艺一般分为干砌和湿砌,干砌是指不使用耐火泥,操作简便,砌筑速度快,但干砌使得耐火砖之间存在微小的缝隙,容易使得液体渗入而增加侵蚀风险;湿砌需要使用高温耐火泥浆进行填缝而保证粘结更为紧密。由于“处置中心”日常生产运行中处置的危险废物种类繁多,有固态、半固态、液态等主要形态,在危险废物高温焚烧时,烟气、粉末状废物、液体废物等易渗入耐火砖之间的缝隙中,使耐火砖4个面均可受到不同程度的侵蚀,进而可能导致耐火砖局部或者全部脱落的安全隐患,故“处置中心”选择湿砌工艺进行回转窑耐火砖砌筑,即采用高温耐火胶泥填满耐火砖之间的缝隙,使耐火砖4个表面紧密结合,而与烟气、粉末废物、液体废物等完全隔离(图2),降低侵蚀几率而延长耐火砖使用寿命。

图2 湿砌工艺-泥浆度饱满比对
3、优化砌筑方法,降低对耐火砖减薄率影响
由于回转窑运行中的转动性,及危险废物在内部的摩擦、机械应力,要求耐火砖在砌筑时应根据耐火砖本身的膨胀系数预留一定的膨胀空间,且内部需平整光滑无阶梯、整体性完好;为此,严格把控砌筑施工关键点,优化砌筑方法,可以降低对耐火砖的减薄率。
优化后砌筑方法包括:
(1)
中心点校准:利用水平尺及铅坠定位3个点以确认筒体2条轴向中心线,同时定位5个环向基准线及圆度,以校准筒体中心。以筒体中心为基准进行砌筑,可有效发现筒体变形度,并可保证耐火砖砌筑时的环形间隙均匀,图3。
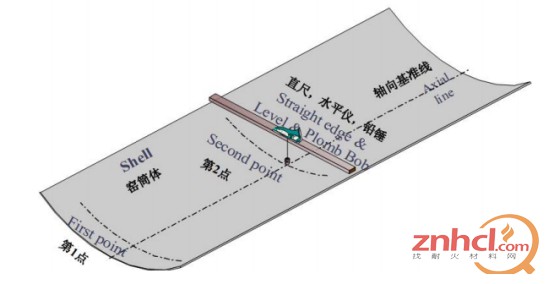
图3 回转窑轴向基准线
(2)选择花砌法:砌筑时采用轴向错缝砌法将水平砖缝相互错开,有效减缓各环耐火砖相对滑动时的一致性,降低耐火砖局部应力,减少砖角损坏的概率。不选择排砌胶泥饱满度不足胶泥饱满法,因为排砌法会造成砖缝一致而容易出现弯曲的现象,进而可能造成耐火砖相对滑动时局部应力较大,而使耐火砖局部角发生损坏的几率增大,砌筑方式如图4。
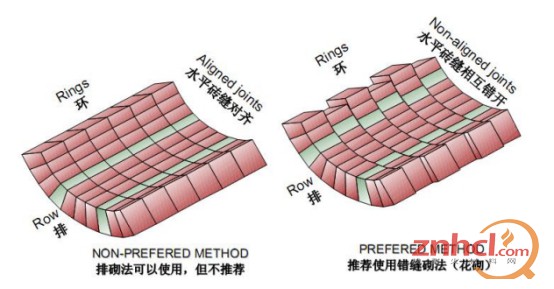
图4 耐火砖排砌法与花砌法
(2)
预留膨胀缝:耐火砖虽然是一种高温烧结而成的定性耐火制品,但在实际生产运行中,由于受热仍然会有一定的膨胀量;“处置中心”砌筑过程中,每5环耐火砖约1米的环向设置5mm膨胀缝,用以释放耐火砖的受热膨胀,进而降低耐火砖之间挤压、断裂现象。

图5 膨胀缝预留比对示意图
(4)严禁使用铁锤砌砖:耐火砖是高温烧制而成,虽然硬度较强但仍有一定的脆性,耐不住刚性材料的冲击,必须使用木锤、橡皮锤等柔性工具砌砖。如确实需要使用铁锤砌筑,需垫以木板给予缓冲,避免直接接触耐火砖造成损伤,如图5。

图6 耐火砖砌筑工具
(5)锁砖:
a.耐火砖砌筑以环为单位进行施工,当天砌筑作业必须完成整环锁砖收尾工作,中间不可中断,否则会造成泥浆凝结时间不一致而出现挤压情况。
b.设计好尺寸的耐火砖在实际砌筑中,由于耐火胶泥的厚度偏差,及耐火砖允许偏差尺寸等因素影响,需要采取加工砖进行最后部分的砌筑,一般在最后三块至五块耐火砖的位置开始进行预估,以寻求调整最后一块耐火砖的合适尺寸。
c.使用加工砖进行锁砖时,当加工后尺寸小于原来尺寸的50%时,可能造成原砖结构改变而影响其实际强度,且还可能在回转窑转动中受力较大而无法承受压力后出现断裂的情况,进而出现影响耐火砖的整体性而发生脱落或坍塌的安全风险。由此一般要求每圈耐火砖砌筑不得出现超过2块加工后的耐火砖;加工的耐火砖长度不得小于原耐火砖的50%,厚度不得小于原耐火砖的80%;如需砌筑2块加工砖,需要分别砌筑在一块或两块整砖两边,不可临近砌筑2块加工砖。全窑的最后一块锁砖要精细加工,严禁单独用浇注料锁砖,但可以用浇注料固定最后一块锁砖,锁砖要牢,不得错位。
经过优化耐火砖砌筑工艺与方法,有效提升回转窑耐火砖砌筑质量,提高了耐火砖运行效率。在砌筑过程中,严格使用验收合格的耐火砖,严禁使用断角、裂纹次品砌筑,为避免危险废物对耐火砖缝隙的侵蚀,选择花砌法砌筑危险废物焚烧回转窑,并在砌筑中使用橡胶锤以减少对耐火砖的硬性冲击;根据耐火砖自身热膨胀性预留膨胀缝,有效避免耐火砖发生硬力而破碎的情况;锁砖时做好测量,确保最后加工砖的尺寸大小适中,避免因过大增加环向压力,过小造成环向松动而影响砌筑的整体结构。
评论区



